
电 话:0510-87991033 传 真:0510-87991033
邮 箱:cjseng@163.com 网 址:www.yxjcdz.com
地 址:宜兴市环科园科创商务中心二号楼
冲头润滑给料控制器 |
一.概述
本产品为多功能压铸机智能润滑给料控制器,采样微电脑芯片控制,操作简单方便、故障少、用气少,给料量控制准确,具有故障报警及各状态工作指示。
二.输入与输出
输入 | 输出 |
X0 脉冲输入,用于脉冲计量 X1 缺料检测 X2 备用 X3 备用 X4 急停 X13 触发信号
| Y0 排水输出,1有效 Y1 给料吹气 Y2 气缸伸出 Y3 齿轮吹气 Y4 缺料指示 Y5 缺料报警 Y6 触发信号指示 Y7 故障指示 Y10 料筒吹气 Y11 吹料 Y12 备用 Y13 备用 Y14 备用 Y15 备用 M+、M-:电机输出 |
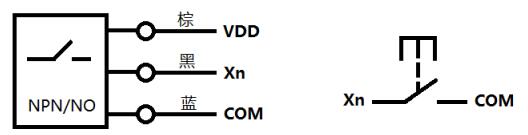
三.接线说明

注:
Yn输出采用共阳接法,正极接+24(共阳),负极接Yn,无需区分正负极的元件(如继电器、电磁阀)一端接+24,另一端接Yn;
M+、M-接直流电机正负极;
+24、GND为控制器电源输入,建议用24V/100W开关电源;
VDD、COM为输入信号电源,建议采用24V/25W开关电源。
如需共用电源,将+24与VDD连接,GND与COM连接,共用电源将降低控制器抗干扰性能。
左侧LCD-PROG为触摸屏人机界面升级端口,MCU-PROG为程序升级端口。
输入信号推荐接法:
四.参数设置
启动画面
 开机显示此画面,等进度条到头可进入运行界面。
开机显示此画面,等进度条到头可进入运行界面。运行界面
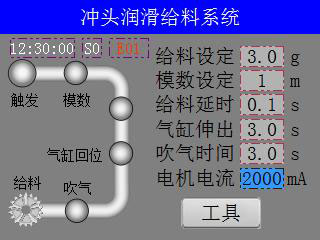 此界面参数仅为显示,不可修改,如需修改,可按下“工具”-“工艺参数”修改。
此界面参数仅为显示,不可修改,如需修改,可按下“工具”-“工艺参数”修改。左图所示12:30:00为当前时间;
S0为当前步序号;
EXX表示有故障,E01表示电机电流超过设定值,E02表示严重堵转,E03表示累计次数超过最大值。
参数设置
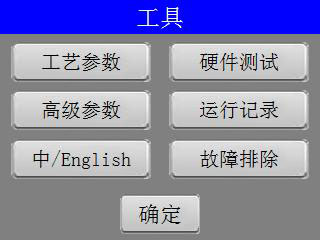 按下按钮,进入对应功能,某些功能需要输入密码才能进入,详见“密码输入”界面。
按下按钮,进入对应功能,某些功能需要输入密码才能进入,详见“密码输入”界面。其中“中/Englis”为语言设置,默认为中文界面,按下按钮为英文界面。
工艺参数
 模数设定:多少个触发信号动作一次;
模数设定:多少个触发信号动作一次;给料延迟:触发信号到开始动作之间的延迟时间;
给料设定:每次动作的给料量;
气缸伸出:气缸伸出的时长;
吹气时间:给料的吹气时长;
齿轮吹气:对齿轮吹气的时长;
排水时间:自动排水间隔及每次排水的动作次数;
T7~TF:备用。
高级参数
 按下按钮,进入对应功能,某些功能需要输入密码才能进入,详见“密码输入”界面。
按下按钮,进入对应功能,某些功能需要输入密码才能进入,详见“密码输入”界面。动作设定
 可根据实际需求,设置每个步序对应的Yn输出,按下为有效。
可根据实际需求,设置每个步序对应的Yn输出,按下为有效。FWD、REV为电机正转、反转。
注:最多15个步序。
输入设定
 设置Xn输入的灵敏度和极性,数值越大灵敏度越低,抗干扰性能越强。按钮按下为正极性,弹起为负极性。
设置Xn输入的灵敏度和极性,数值越大灵敏度越低,抗干扰性能越强。按钮按下为正极性,弹起为负极性。极性:高电平输入为正极性,低电平输入为负极性,根据需要自行设置。
系统设置
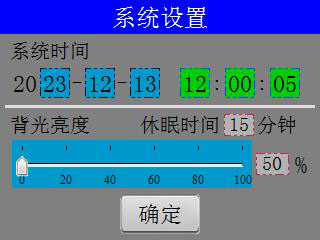 设定系统日期、时间,屏幕参数。
设定系统日期、时间,屏幕参数。休眠时间:无任何操作一段时间后,降低屏幕亮度,以降低功耗,延长屏幕寿命;
背光亮度:设定屏幕亮度,合适的亮度有利于延长屏幕亮度,建议不超过60%。
硬件测试
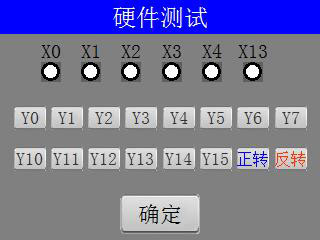 外部输入信号有效时,对应Xn指示灯会亮起;输入信号无效,对应指示灯熄灭;
外部输入信号有效时,对应Xn指示灯会亮起;输入信号无效,对应指示灯熄灭;按下Yn按钮,对应输出有效;
按下正转、反转按钮,电机执行相应动作。
注:退出硬件测试界面时,所有输出均关闭,电机停转,恢复到正常待机状态。
运行记录
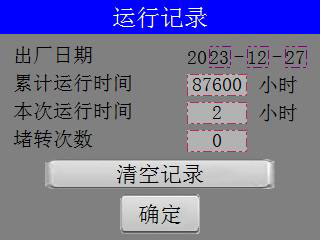 用来查看系统运行记录,必要时可以清空记录。
用来查看系统运行记录,必要时可以清空记录。注:出厂日期无法更改。
故障排除
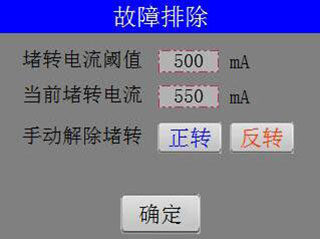 当电机电流超过堵转电流阈值*125%时,判定发生电机堵转故障,设备停止工作,此时可先将堵转电流阈值适当调高,再尝试交替点击“反转”“正转”按钮,解除电机卡死状态。
当电机电流超过堵转电流阈值*125%时,判定发生电机堵转故障,设备停止工作,此时可先将堵转电流阈值适当调高,再尝试交替点击“反转”“正转”按钮,解除电机卡死状态。注意:电机电流超过堵转电流阈值,但小于125%时,不会停机;堵转电流阈值不可设置过高,否则将失去保护作用。
校准
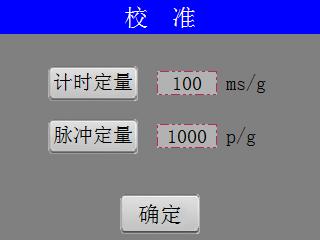 计时定量:本机默认采用计时定量方式,可设置电机转动多长时间对应1克给料量;
计时定量:本机默认采用计时定量方式,可设置电机转动多长时间对应1克给料量;脉冲定量:可设置多少个脉冲对应1克给料量,采用此方式,需要增加脉冲检测硬件,脉冲信号接X0输入。
其它设定
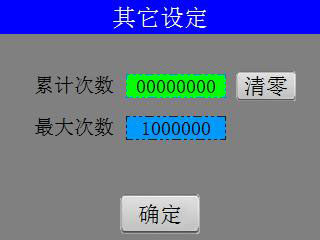 输入密码“11223344”进入此页面,可执行清零累计次数操作,可以修改最大累计次数设定,当累计次数≥最大次数时,设备停止工作。
输入密码“11223344”进入此页面,可执行清零累计次数操作,可以修改最大累计次数设定,当累计次数≥最大次数时,设备停止工作。注:此功能不对最终用户开放。
密码输入
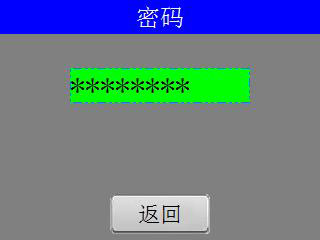 1234设置工艺参数,用于设置给料量,吹气时间等参数;
1234设置工艺参数,用于设置给料量,吹气时间等参数;123456设置计量方式,用于设置计时(定时)、计数(脉冲计数),本机适合计时方式;
11223344设置最大累计次数;
8888恢复出厂设置。
升级
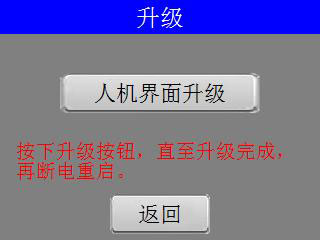 将升级工具插上LCD-PROG端口,另一头插入电脑USB接口,同时按下“设置”+“确定”键,可进入此页面,点击“人机界面升级”按钮,可以开始升级触摸屏界面。
将升级工具插上LCD-PROG端口,另一头插入电脑USB接口,同时按下“设置”+“确定”键,可进入此页面,点击“人机界面升级”按钮,可以开始升级触摸屏界面。注意:程序升级无需进入此界面,升级工具需插入MCU-PROG端口,按提示操作进行升级。